Niti jedna druga metoda za mjerenje ne može procijeniti toliko podataka tako brzo i precizno kao što to mogu optički sistemi.
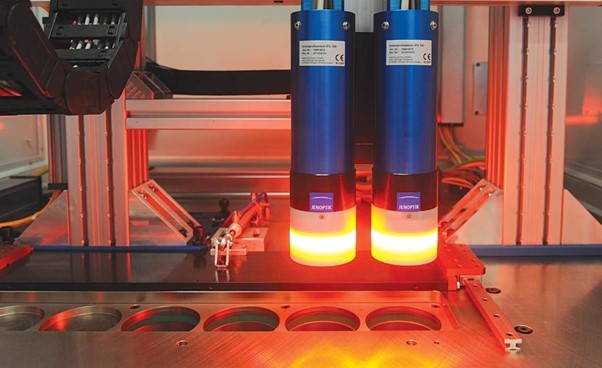
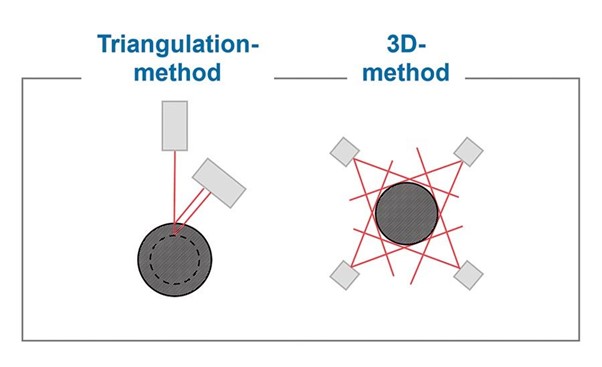
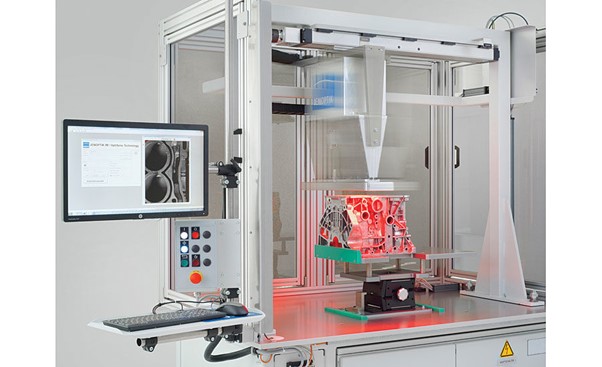
Ovaj sistem pruža istinsku 3D inspekciju cilindara generiranjem gustog 3D oblaka tačaka cijelog cilindra u kombinaciji sa slikama visoke rezolucije. Ovim sistemom istovremeno se snima više slika punog otvora pod različitim uglovima, što omogućava vrlo preciznu detekciju i mjerenje. To softveru omogućava automatsku detekciju poroznosti, opeklina, ogrebotina, nepravilnih struktura, kao i mjerenje dimenzija i oblika. Izvor: Jenoptik Automotive
Optički laser. Izvor: Jenoptik Automotive
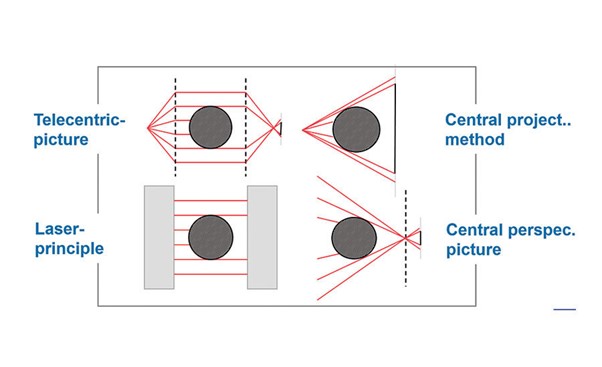
Princip optičke sjene. Izvor: Jenoptik Automotive
Ovaj optički uređaj dizajniran je za pouzdan i brz visoko-rezolucijski linijski pregled ravnih površina u proizvodnom okruženju. Ovaj potpuno novi postupak daje slike visoke rezolucije iz više uglova, a upotrebom nove patentirane metode informacije se mogu obraditi u nekoliko sekundi. Spajanje 3D podataka sa slikama visoke rezolucije stvara potpuno novu paradigmu u osiguranju kvaliteta. Daje proizvođaču mogućnost da pouzdano razlikuje greške i kontaminirane površine, kategoriše veličinu i mjesto kvarova, nadgleda i kontroliše dimenzije i oblik proizvoda u stvarnom vremenu bez prekida stalnog protoka proizvoda na proizvodnoj liniji. Izvor: Jenoptik Automotive

Ovaj sistem mjeri žlijebove profila u otvorima cilindra pomoću pripadajućeg senzora koji mjeri na osnovu dvosmjernog procesa. Nakon što je dio optički skeniran, sistem automatski sastavlja i ocjenjuje izmjereni profil. Izvor: Jenoptik Automotive

Ovaj instrument može vršiti dimenzionalna, navojna, oblikovana, profilna i pozicijska mjerenja na raznim dijelovima. Izvor: Jenoptik Automotive
Trenutni trendovi u proizvodnji mogu se kao i uvijek do sada definisati kao: više za manje. Drugim riječima, proizvođači uvijek žele ostvariti što više sa što manjim ulaganjem. S razvojom proizvodnje u globalno konkurentno tržište tokom posljednjih nekoliko decenija, preciznost, tačnost i brzina postali su ključni kako bi proizvođači ostali konkurentni. Optička metrologija brzo postaje napredna tehnologija kako bi se postigla konkurentnost isporučujući više za manje.
Šta je optička metrologija?
Nekad su se smatrali parijom mjernih sistema, optičkim sistemima nije se vjerovalo zbog vrlo slabo razumljivih koncepata loma svjetlosti, talasnih dužina svjetlosti i dr. I danas se na optičke sisteme još uvijek na neki način gleda kao na nepouzdane, iako je sama optička metrologija jednostavan koncept i njeni različiti oblici postoje već decenijama (optički komparatori dobar su primjer). Nedavni napredak u optici, računarima, pa čak i tehnikama obrade informacija, pokazuje da su kompanije konačno počele iskorištavati istinsku moć optičke metrologije. Brzi i moćni računari, senzori visoke rezolucije, moćni računarski programi, mogućnosti obrade podataka i još mnogo toga doveli su do napretka u korištenju različitih oblika optičke metrologije u prerađivačkoj industriji kao što su automobilska, medicinska, poluprovodnička, zrakoplovna i odbrambena.
Industrije
 Napredak optičke metrologije nigdje nije kritičniji nego što je to slučaj na automobilskom tržištu. S više desetaka velikih proizvođača automobila i stotinama manjih, usvajanje tehnologije optičke metrologije brzo će rasti u sljedećoj deceniji. Inspekcija radnog komada, kao što su udaljenost, površinska obrada, detekcija nedostataka, kontura i prečnika, održiva su odstupanja optičkih sistema za mjerenje. Kako industrija nastavlja poboljšavati osnovnu tehnologiju i širi svoje znanje u korištenju novih tehnika, istraživanju novog hardvera i u nastojanju da se proširi izvan danas prihvaćenih granica, optička metrologija bit će tu da udovolji potražnji. Istražimo neke od njih kako bismo vidjeli gdje je industrija i kako bi se mogla kretati u budućnosti.
Napredak optičke metrologije nigdje nije kritičniji nego što je to slučaj na automobilskom tržištu. S više desetaka velikih proizvođača automobila i stotinama manjih, usvajanje tehnologije optičke metrologije brzo će rasti u sljedećoj deceniji. Inspekcija radnog komada, kao što su udaljenost, površinska obrada, detekcija nedostataka, kontura i prečnika, održiva su odstupanja optičkih sistema za mjerenje. Kako industrija nastavlja poboljšavati osnovnu tehnologiju i širi svoje znanje u korištenju novih tehnika, istraživanju novog hardvera i u nastojanju da se proširi izvan danas prihvaćenih granica, optička metrologija bit će tu da udovolji potražnji. Istražimo neke od njih kako bismo vidjeli gdje je industrija i kako bi se mogla kretati u budućnosti.
Finalna obrada
Površinska obrada kritična je stavka sve većeg broja proizvedenih automobilskih dijelova. Spojne šipke, blokovi motora, glave cilindra, osovine bregastog vratila, radilice i ploče karoserije sve se više ispituju kada su u pitanju njihove karakteristike površinske obrade.
Možda se pitate zašto proizvođači gledaju na površinsku obradu, sve dok ne shvatite da karakteristike površinske obrade igraju veliku ulogu u zadržavanju ulja, temperaturi motora, težini dijela, osobinama zaptivanja proizvoda, buci, vibraciji i oštrini (NVH), otporu kotrljanja, pa čak i prianjanju boje na površinu vozila. Do prije samo nekoliko godina većina (ako ne i sva) njih bila bi provjerena pomoću kontaktnih sistema jednog ili drugog tipa, uključujući CMM-ove, pa čak i ručne uređaje proizvedene od raznih metroloških kompanija.
Nedavni napredak u razumijevanju svjetlosti, matematike i još mnogo toga omogućio je proizvođačima da počnu provoditi neke od tih provjera koristeći određene vrste optičke metrologije. Optička rješenja za mjerenje nekih od ovih karakteristika sastoje se od senzora bijelog svjetla za obojene površine vozila, specijalizovanih senzora za mikroskop za određivanje hrapavosti poliranih površina, pa čak i lasera za određivanje XXX pod pažljivo kontrolisanim mjernim aplikacijama.
Određivanje stvarne hrapavosti na proizvedenim dijelovima pomoću optičke metrologije mnogi smatraju Svetim Gralom i za proizvođače i za mjeritelje. Uprskos tome, kako se i dalje bude napredovalo u senzorskoj tehnologiji i mjernim tehnikama, proizvodna će industrija vidjeti sve veći udio proizvođača koji koriste optičku metrologiju za određivanje kritičnih karakteristika površinske obrade.
Detekcija grešaka
Detekcija grešaka nekada se vršila ručno (jeste li ikada čuli izreku “samo pogledaj to”?), a u nekim industrijama se još uvijek radi tako, međutim, noviji optički sistemi izvrsno detektuju greške na raznim površinama, poput glave cilindra, klipnjače, tijela ventila, unutrašnje i vanjske površine na blokovima motora, i još mnogo, puno više.
Većina pojedinaca misli na industriju poluprovodnika kada je u pitanju detekcija grešaka, ali automobilska industrija je uložila u sisteme za detekciju grešaka iz različitih razloga, od kojih je nekoliko da provjeri hoće li se površina zatvoriti prema namjeni, pravilno podmazuje dok vozilo radi, ili da je površina pravilno pripremljena kako bi se mogla finalno obraditi specijalnim premazom ili postupkom. Obično su ove vrste sistema potpuno automatizovane, roboti ili automatizacija kontrolišu optičke senzore (kako bi se eliminisao utjecaj operatera), a dijelovi se uvode u hodu transporterima ili drugim postupcima rukovanja dijelovima. Optička detekcija grešaka nastavit će rasti na automobilskom tržištu, posebno kada se kontrolišu površine za osobine podmazivanja i spajanja.
Mjerenje dimenzija
Tolerancije dimenzija jedna su od najjednostavnijih mjerenja koja se mogu prikupiti pomoću optičkih mjerača, pa je njihovo široko prihvaćanje u mnogim industrijama prilično brzo u posljednjih petnaest godina. Rani trend bio je korištenje optičkog mjerača za određivanje dužine, prečnika, radijusa, uglova, itd. na obrađenim dijelovima poput radilica, bregastih osovina, tokarenih i precizno tokarenih dijelova i turbo punjača.
S novim napretkom senzora, nedavni dodatak za dimenzionalna mjerenja može se koristiti za mjerenje žlijebova profila u cilindrima. Ova vrsta provjere koristi se da bi se utvrdilo je li površina pravilno aktivirana (tj. ispravno hrapava) kako bi se moglo izvršiti termičko raspršivanje na otvore cilindra u bloku motora. Za one koji nisu upoznati s postupkom, tehnologija termičkog raspršivanja jedan je od načina na koji proizvođači automobila smanjuju težinu vozila termičkim premazivanjem otvora čelikom, umjesto da koriste obloge cilindra s presovanjem, koje se zatim bruse do određene veličine. S ubrzavanjem trenda, većina proizvođača motora koristit će tehnike termičkog raspršivanja u roku od samo nekoliko godina i svaki od njih će najvjerovatnije trebati optičke metrološke sisteme kako bi potvrdili da su ispunjeni proizvodni zahtjevi.
Oblik i položaj
Usvojeni su različiti sistemi koji mogu mjeriti karakteristike oblika i položaja na proizvedenim dijelovima, što se posebno odnosi na tokarene i precizno tokarene dijelove, bregaste osovine, radilice, ležajeve i komponente elektromotora.
S obzirom da su provjere oblika i položaja jedne od najranijih provjera korištenjem optičkih sistema, hiljade tih sistema instalisano je širom svijeta u glavnim automobilskim kompanijama, vojnim dobavljačima i medicinskim ustanovama. Jedna od prednosti ranog usvajanja je što su ti sistemi potpuno zreli u pogledu tehnologije i pružaju sve prednosti optičke metrologije: brzi i moćni računari, robusna mehanička konstrukcija, sistemi kamera visoke rezolucije (HR) i prikupljanje podataka velikom brzinom. Uz to, matematika koja stoji iza ovih sistema dokazana je i zadovoljava međunarodne mjerne standarde širom svijeta.
Zaključak
Uzbudljivo je vrijeme za učešće u današnjem svijetu proizvodnje. Ni u jednom trenutku historije nije bilo toliko različitih načina kvantificiranja kvaliteta dijelova kao što postoji u mnogim današnjim industrijama.
Kontaktni, beskontaktni, pneumatski, optički i mikroskopski načini takmiče se da ostanu ili postanu primarna metoda za ocjenjivanje dijelova za široki spektar proizvođača širom svijeta. Bilo je napretka na svim nivoima metrologije, osvježavajući starije tehnologije (poput pneumatskog mjerenja), stvarajući nove (bijelo svjetlo i laser), ali čak i uz sav napredak tehnologije, optički mjerni sistemi ostaju najbrža i najfleksibilnija metoda ocjenjivanja kvaliteta dijelova.
Nijedna druga mjerna metoda ne može procijeniti toliko podataka tako brzo i precizno koliko to mogu optički sistemi, pa ako želite ostvariti više s manje, optički sistemi mogu biti najbolji način za ocjenjivanje kvaliteta vašeg dijela.
Članak “Optical Metrology Sees More”, autora Chris-a Vroman-a preveden je sa bloga QualityMagazine.