



Translated with permission from „What Should Be Your Target OEE“, by Christoph Roser on All About Lean.
U industriji je uobičajeno mjeriti iskorištenje ili blisko povezan OEE. Međutim, malo je teže postaviti ciljeve za ove KPI. Često čujete ljude koji žele ili traže OEE što je više moguće, sa dugoročnim ciljem od idealnih 100%. To je često problematično. Iskorištenost ili OEE nažalost nije jasan cilj koji možete jednostavno maksimizirati. Dopusti mi da objasnim…
Uvod
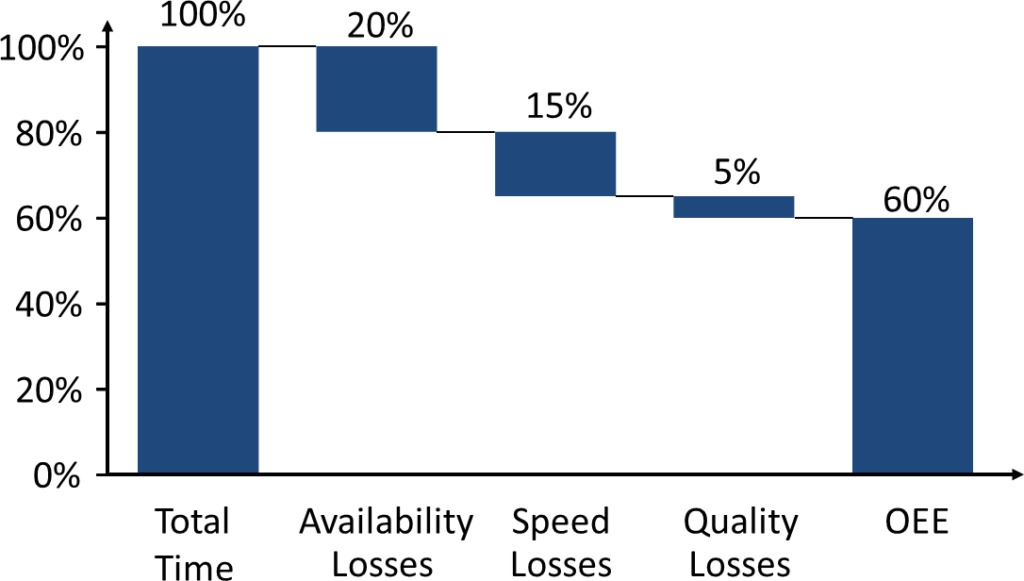
OEE je skraćenica za ukupnu efikasnost opreme, a mjera je blisko povezana sa iskorištenjem. Govori vam koliko ste proizveli u poređenju sa onim koliko ste mogli proizvesti najviše, teoretski, u isto vrijeme. Drugim riječima, ako imate OEE od 80%, proizveli ste 80% onoga što bi vaš sistem mogao proizvesti da je sve prošlo savršeno. OEE se može izračunati na dva načina, dajući identične rezultate:

U oba slučaja uspoređujete stvarno vrijeme ili izlaz sa vremenom ili izlazom koji bi bio mogući u idealnim uvjetima (tj. ništa ne ide po zlu, nema kvarova, grešaka, itd.). OEE bi trebao biti broj između 0 i 100% – iako pri izmjenjivanju brojeva ponekad vidite vrijednosti preko 100%.
Već sam pisao mnogo o OEE-u, uključujući šta je to, za šta je OEE dobar, kako ga izmjeriti, kao i neke alternativne načine za njegovo izračunavanje i mnoge mjere slične OEE-u.
OEE iznad 100% – Vaš OEE je pogrešan
Prvo, maknimo jednu stvar s puta: OEE iznad 100% je lažan. OEE je postotak onoga što je moguće u idealnim, savršenim okolnostima (tj. maksimalna brzina). Ako vaš OEE premašuje to, onda ili radite brže nego što je fizički moguće, ili varate brojke. Oprostite, ali ne vjerujem da možete prekršiti zakone fizike, zato neću vjerovati nijednom OEE iznad 100% – iako sam vidio dosta tvrdnji o OEE iznad 100%.
Ciljate OEE na 100% – Ne, vi to ne želite
Dakle, ako iznad 100% nije moguće, šta je sa 100%? Ovo bi trebala biti maksimalna moguća brzina, a mi trebamo težiti tome, zar ne? Izvinite ali, ne. Za ovo zapravo moram kopati malo dublje. OEE,i u odnosu na korištenje, ima inverznu vezu sa zalihama. Ako vam zaliha padne, smanjit će se i iskorištenost. Ako se vaša iskorištenost poveća, povećat će se i vaš inventar. Grafikon ispod je izveden iz Kingmanove jednačine. Za jednostavan jednoprocesni sistem sa jednim dolaskom, pokazuje vrijeme čekanja u odnosu na iskorišćenost. Vrijeme čekanja predstavlja broj stavki na čekanju. Što je veća iskorištenost, to je duže vrijeme čekanja. Nažalost, to nije linearna relacija, već eksponencijalna, a vrijeme čekanja za 100% iskorištenosti je beskonačno.
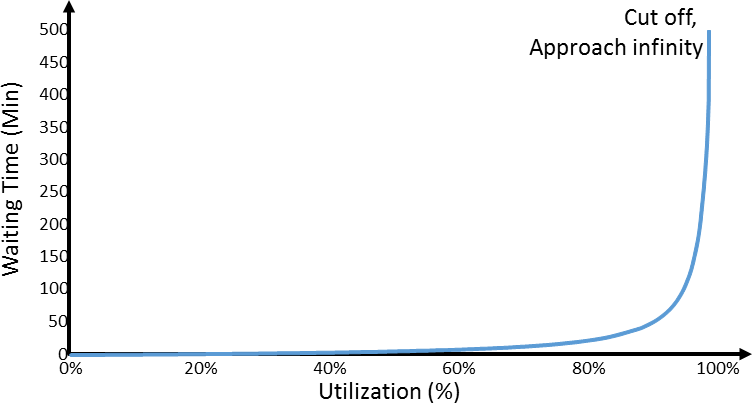
To znači da ako želite iskorištenost od 100%, voljni ste imati beskonačne zalihe. U leanu, velike zalihe su loše, a beskonačne zalihe su najlošije moguće. Srećom, beskonačne zalihe nisu moguće, pa zato nije moguće ni 100% iskorištenje.
Kingmanova jednačina je pojednostavljeni sistem, ali ćete naći slično ponašanje u svim proizvodnim sistemima. Na primjer, ako proizvodite proizvode po narudžbi (make-to-order), tada se vaša iskorištenost obično povećava s brojem narudžbi koje imate. Međutim, što više narudžbi imate, svaka narudžba duže mora čekati. Za 100% iskorištenost, trebao bi vam beskonačan broj kupaca koji čekaju.
Fluktuacije
Naravno, postoje načini za smanjenje zaliha uprkos visokoj iskorištenosti, a to je smanjenjem fluktuacija. Drugi važan ulaz u Kingmanove jednačine su fluktuacije. Što su fluktuacije veće, to su veće zalihe ili vrijeme čekanja u vašem sistemu za isto korištenje (ili manje korištenje za iste zalihe. Odnos je ponovo prikazan ispod za različite primjere nivoa fluktuacije. Ovo sam dodao jer smatram da se upravljanje fluktuacijama često ignoriše ili zanemaruje u proizvodnom pogonu.
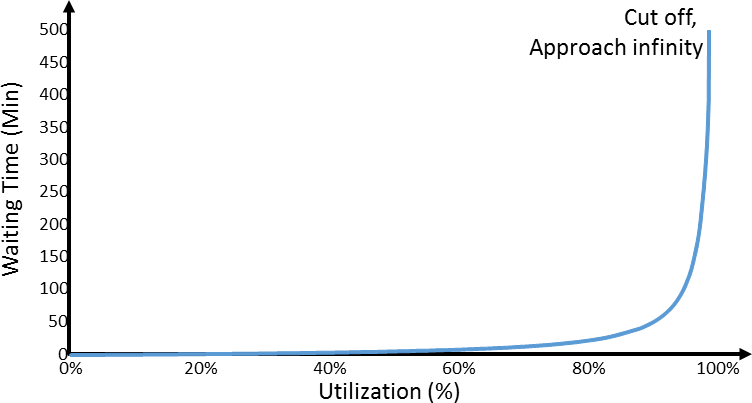
U svakom slučaju, bez obzira na nivo fluktuacije, svi se približavaju beskonačnosti kako se iskorištenje približava 100%. Zato, opet, 100% iskorištenost nije moguća.
Proizvodnja po narudžbi u odnosu na proizvodnja na zalihe
Pre nego što pogledamo šta je dobar OEE, trebalo bi da napravimo jednu važnu razliku. Da li proizvodite po narudžbi (izrada po narudžbi) ili je proizvod na lageru (izada za lager)? Kod proizvodnje po narudžbi, vrijeme isporuke je obično kritično za kupca, a broj otvorenih ili obrađenih poslova ne bi trebao izmicati kontroli. Proizvodnja za zalihe, međutim, ne samo da može imati veće zalihe, već zapravo i treba zalihe da bi imali artikle za kupce kada im zatrebaju. Zato, vrlo općenito, možete imati veće OEE za proizvodnju po zalihama nego za proizvodnju po narudžbi.
Uobičajeni OEE u industriji
Kada sam u industriji, često mi se predstavlja OEE od 70–90% u masovnoj proizvodnji proizvoda od proizvodnje do zaliha. Međutim, kad god kopam dublje, nalazim mnogo smiješnih stvari, neobičnih načina za izračunavanje OEE-a, poput oduzimanja vremena održavanja i drugih stvari koje čine da OEE izgleda bolje, ali manje strog. Za detalje pogledajte moj sarkastičan članak o izmjenjivanju OEE-a. Da sam uradio strožiju kalkulaciju, dobio bih OEE od 60–70% za kompanije koje nisu izvanredne, ali i nisu loše. Najniži OEE koji sam stvarno izmjerio u masovnoj proizvodnji bio je oko 30%, što znači da je 70% kapaciteta mašine potrošeno. To je bila ne tako dobra kompanija.
Usko grlo ili ne?
Prije nego što konačno pređem na različite opsege OEE-a, još jedan komentar: OEE je obično relevantan samo za procese koji predstavljaju usko grlo ili, općenito, ograničavaju vaš izlaz. Ako želite više dijelova, trebali biste poboljšati uska grla (a ovo može biti više od jedne mašine u različito vrijeme). Za više informacija o uskim grlima i njihovom otkrivanju, pogledajte moju seriju o otkrivanju uskih grla.
Ako proces NIJE usko grlo, onda njegovo korištenje nije važno, a obično nije ni OEE. (Malo upozorenje: ako je veoma neefikasan, još uvek ga možete poboljšati da biste smanjili vrijeme radnika, ali ovo nije mjera za izvlačenje više dijelova iz vašeg sistema). Ali generalno, fokusirajte se sa svojim OEE na svoja uska grla.
Jedna anegdota: Znam priču o jednoj manjoj kompaniji koja je kupila skupu primarnu mašinu. Pošto je bila skupa, mislilo se da mašina radi što je više moguće. Ipak, kupac nije kupio dovoljno proizvoda, a mašina je samo punila skladišta proizvodima koji su stari i predstavljaju zarobljen kapital. Ako vaš kupac ne kupuje dovoljno, onda se OEE ne bi trebao koristiti za opravdavanje veće proizvodnje, već bi se mogao koristiti za efikasniju proizvodnju.
Šta su dobri OEE?
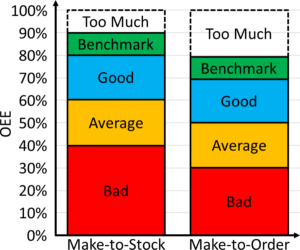
Dakle, hajde da pogledamo šta ja smatram dobrim izborom OEE-a. Ovo je samo moje lično mišljenje i (nažalost) nije zasnovano na puno podataka, problem je u velikom broju lažiranja OEE-a u cijeloj industriji. Takođe imajte na umu da se ovo odnosi na OEE-e koji se strogo izračunavaju, a ne na velikodušni tip OEE-a „trebaju mi brojevi“ koji su, nažalost, previše česti. Vjerujem da je za proizvodnju od proizvodnje do zaliha, imati OEE od 80–90% izvanredno. Ako je OEE iznad 90%, onda se previše približavate opasnoj zoni beskonačnih zaliha. Za proizvodnju po narudžbi, otišao bih korak niže i smatrao bih 70–80% OEE (strogo izračunato) odličnom vrijednošću. Ovo (i pokazatelji za dobre, prosječne i loše OEE) je prikazano u tabeli i grafikonu ovdje. Opet, ovo je samo moje mišljenje.
Dakle, ovim je završen post o onome što smatram dobrim OEE. Nadam se da je ovo bilo korisno, i nadam se da vaši (strogo izračunati) OEE nisu previše udaljeni od onoga gdje želite da budu (opet, ne 100%!). Sada izađite, dovedite svoj OEE u dobar omjer i organizujte svoju industriju!









