




Translated with permission from “How to Convert a Job Shop into a Flow Shop – Part 1” by Christoph Roser on AllAboutLean.com.
Uvijek je teško upravljati job shopovima. Kao što sam objasnio u prošlom članku, neuravnoteženi tok materijala stvara osciliranja koja je vrlo teško ublažiti. Moje mišljenje je da je jedino rješenje za job shop-ove da se transformišu u flow shop-ove. U ovom članku govoriti ću o tome kako prići ideji transformisanja job u flow shop… iako to nije uvijek moguće. Ipak, u mnogo slučajeva moguće je povećati segmente koji postoje u flow shopu, iako čitav sistem idalje ostaje sistem job shop-a.
Potrebno: Posvećenost procesu

Postoji jedan zahtjev kada je u pitanju uspostavljanje linije toka: Trebaju vam procesi koji su posvećeni liniji toka. Procesi unutar linije toka bi trebali rukovati samo djelovima linije toka. Ako imate „liniju toka“, ali dijelovi iz job shop-a često ulaze unutar sekvence linije toka kako bi se procesuirali, onda to nije linija toka. Potrudite se da nemate „vanjske“ dijelove koji uskaču i izlaze iz linije toka, s obzirom da će to usporiti tok značajno.
Sad kada smo to razjasnili preći ćemo na nekoliko stvari koje možete uraditi kako bi se približili liniji toka. Ispod je navedeno nekoliko sugestija. Ne postoji neki obavezni niz koraka poboljšanja, ali postoji nekoliko ideja koje se oslanjaju jedna na drugu iteracijom. Prođite kroz korake nekoliko puta i probajte naći najbolji mogući sistem.
Identificiranje materijala sa sličnim nizom procesa

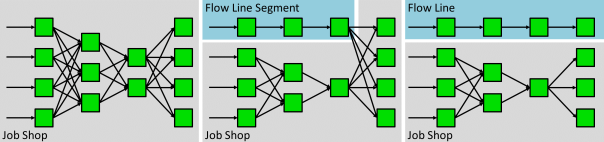
Prvi korak pretvaranja job shopa u flow shop jeste identificranje proizvoda sa sličnim segmentima sekvenca procesa. Sada možda razmišljate: Ako bi svi moji proizvodi imali istu sekvencu procesa, napravio bih flow shop već davno. Kao prvo, i dalje postoji nekoliko fabrika koji se nalaze u sličnoj situaciji, koje se još nisu transformisale u flow shop zbog bitnih stvari poput „tradicije“ ili „nemanja vremena“. A drugo, uvijek postoji mjesta za preokret.
Istina, nećete moći odmah da se transformišete u flow shop, ali postoji dosta opcija koje vas vode ka tom smjeru. Ponoviti ću rečenicu iznad sa nekim naglascima: Identificranje proizvoda sa sličnim segmentima sekvenci procesa. Sekvenca procesa ne mora biti identična za sve proizvode, ali slična. Također, ne mora biti za čitav vrijednosni tok, nego samo za neke segmente. Svaki korak koji vas odaljava od job shop.a, a približava flow shop-u – pomaže!
Kada gledate koji proizvodi imaju slične segmente procesnih sekvenci, morate paziti na ukupno radno opterećenje. Ne pomaže identificiranje 100 proizvoda koji imaju savršeno identične procesne sekvence ako su ti proizvodi rijetki i čine tek 5% radnog opterećenja. Najlogičnije je početi od onih koji su najbitniji. Čuli ste za Pareto analizu? 20% proizvoda čini 80% vaše prodaje. Ako identificirate samo 10% tih proizvoda koji mogu imati potencijalnu liniju toka, već imate pripremljen teren za flow shop.
Odvojene linije za flow dijelove
Ako imate neke dijelove koji su bar malo slični dijelu sekvence, možete uspostaviti liniju toka za te dijelove, bar sekvencu gdje postoji slična sekvenca procesa. Objasnio sam ovo na primjeru ispod:
Često su podsklopovi više pogodni za linije toka nego završni sklopovi; većinom jer komponente imaju manje varijacija. Zbog toga su više standardizirane komponente dobri kandidati za segmente toka.
Preskočite proces, dodajte proces
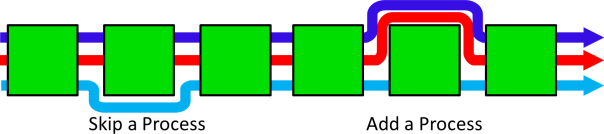
Molim vas zapamtite da inače nije problem ako imate mnogo sličnih proizvoda, ali jednom proizvodu nije potreban jedan proces. U tom slučaju, još uvijek možete imati liniju toka. Proizvod koji je u pitanju može samo proći kroz proces bez da bude procesuiran. To se često dešava u industrijama.
Slično tome, ako postoji proizvod koji ima još jedan dodatni korak, možete dodati i taj proces u sekvencu toka. Svi drugi proizvodi onda preskaču taj korak koji je potreban za taj jedan proizvod. Mnoge kombinacije su moguće (npr. procesi koji su potrebni za samo jednu polovinu proizvoda, ali ne i za drugu polovinu proizvoda koji se proizvode na liniji toka).
Slika ispod pokazuje to. Ipak, u ovoj vizualizaciji imaju linije za proizvode koji idu „okolo“ procesa. Ipak u realnosti ovi dijelovi bi prošli kroz proces, ali ne bi bili procesuirani.
Zato možete imati procese koji nisu za sve dijelove. Ovo nekada rješava probleme za uspostavljanje linije toka, iako stvara druge manje probleme poput – kako uravnotežiti liniju? Postoje različita rješenja. Ako je potpuno automatiziran proces, onda nam i nije stalo do vremena čekanja procesa. Proizvodi koji se neprocesuiraju u ovoj automatiziranoj mašini jednostavno samo prođu kroz nju, mašina ne radi ništa, i to nas ne brine jer mašine koje ne rade ništa zbog manjka proizvoda su na kraju liste prioriteta.
A ako je proces manuelan, možemo raditi sa operatorima koji se kreću tokom procesa. Uobičajni primjeri su brigada kopa, potjera za zečeve, linija čakua ili neki drugi slični pristupi. U najjednostavnijem slučaju za primjer iznad, jedan radnik bi se mogao kretati između dva djelimično korištena procesa kako bi se pokrila oba. Za veoma dugo vrijeme ciklusa (npr. sati), možete i dodjeliti radnike tek kada je to procesu potrebno, a drugima nije.

To, međutim, ne funkcioniše za potpuno manuelnu liniju sa kraćim vremenima ciklusa. U ovom slučaju možemo imati opcije s miješanom sekvencom modela, gdje dio koji zahtijeva taj postupak slijedi dio koji ga ne zahtijeva, a radnik u prosjeku i dalje dobro radi. Napisao sam vrlo dugu seriju postova o miješanju sekvenciranja modela ako vam je potrebno više detalja.
Samo ako ne možemo napraviti automatizaciju, djelomično osoblje ili mješovitu sekvencu modela, potreban nam je radnik koji radi u praznom hodu dok taj neki dio ne dođe na red, što nije dobro. Radnici koji imaju puno vremena u praznom hodu su veliki rashod, a to je nepoštivanje i samog radnika.
Postoji više ideja koje će vam pomoći u pretvaranju vašeg haotičnog job shopa u više lean flow shop. Ja ću ih predstaviti u svom sljedećem postu. Do tada, izađite, ispravite svoj tok materijala u lijepu liniju i organizirajte svoju industriju!









