



Jedan od prvih koraka u planiranju proizvodnje je grubo kapacitiranje proizvodnje. Služi za dugoročne analize mogućnosti naše proizvodnje s određenim ulaznim parametrima.
Polazni parametri kapacitiranja proizvodnje mogu se razlikovati od poduzeća do poduzeća, ali neki minimum koji bi trebali imati je:
- Planirane narudžbe (derivirane iz prognoze ili dugoročnih projekata) i već potvrđene narudžbe
- Definirane tehnologije proizvodnje (Routings) i normativa/sastavnica/receptura (Bill of materials)
- Kapacitet strojeva i ljudskih resursa
Dobra stvar kod grubog planiranje proizvodnje je identificiranje uskih grla u proizvodnji, bilo strojeva, ljudi i preglednost zauzeća prilikom ugovaranja posla.
Loša stvar je što trebate konstantno držati u ravnoteži zahtjeve prodaje i mogućnosti proizvodnje što može uzeti dosta vremena djelatnicima, ako sve morate ručno raditi.
Pošto većina poduzeća imaju već u nekom obliku narudžbe i tehnologije/normative proizvoda, pokušajmo definirati različite kapacitete strojeva.
Kapacitet stroja
Premda većina ljudi kada pomisle na kapacitet stroja, automatski pomisle na vrijeme i Gantt grafove, grubi kapacitet ne treba nužno biti izražen u vremenu, nego to može biti u jedinici mjere koju je vaš proizvođač propisao.
Jedinica mjere kapaciteta stroja koji je proizvođač propisao može u stvarnosti biti nemoguća za postići. U tom slučaju morate imati nominalni kapacitet stroja (propisan od proizvođača) i efektivni kapacitet (onaj do kojeg ste sami došli iskustvenim podacima).
Pogledajmo neke scenarije kod kojih bi mogli imati različito kapacitiranje.
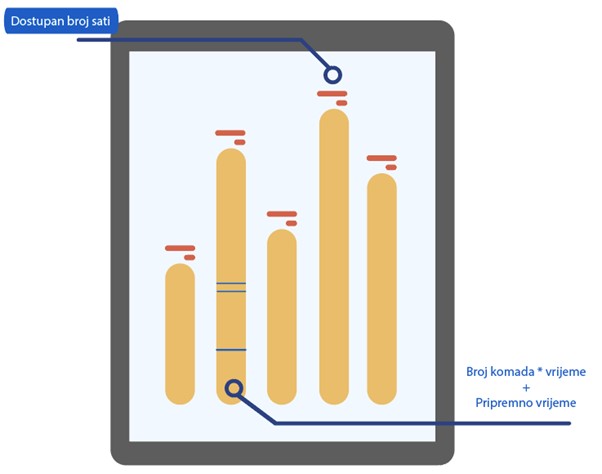
Vremenski kapacitet
Najčešće korišten kapacitet je vremenski i idealan je za obradu strojevima koji obrađuju komade koje možemo mjeriti vremenski.
Recimo da naše smjene rade 8h i to je naš nominalni kapacitet, međutim, djelatnik dok pokrene stroj, ode na ručak, itd., izgubi recimo posla sata vremena. Dakle naš efektivni kapacitet je 7,5h.
U našoj tehnologiji moramo imati vrijeme izrade komada i vrijeme pripreme serije.
Maseni kapacitet
Korišten kod strojeva kod kojih je vremensko kapacitiranje teško ili nemoguće izračunati. Zamislimo da se naša tvrtka bavi proizvodnjom žvakaćih guma. Naš stroj dnevno pravi 1000kg osnovne smjese. Ovisno o potrebi naših krajnjih proizvoda možemo imati različite potrebe osnovne smjese koje bi trebali svaki put preračunavati u vrijeme. Sjetite se da radimo grubo kapacitiranje i nije potrebno ići toliko (još) u detalje.
Nominalni kapacitet od proizvođača je 1200kg, ali iskustveno znamo da je vrh „kapak“ 1000kg.
Naš proizvod mora imati masenu vrijednost kako bi zauzimao kapacitet.

Serijski kapacitet
Sad zamislimo da naša firma radi brizganje plastike koja se boji tako da se vješa na jednu vješalicu koja ide na bojanje. Plastike zauzimaju različite površine vješalice. Prva vješalica izlazi nakon 45 minuta, a svaka iduća 5 minuta nakon prethodne. Teško za odrediti vrijeme komada, zar ne?
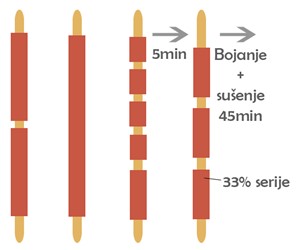
Efektivni kapacitet našeg stroja je broj vješalica (serija) koji možemo uraditi u jednoj smjeni.
Svaka tehnologija proizvoda mora kod stroja imati postotak zauzetosti serije (vješalice). Različiti proizvodi u različitim količinama će zauzimati različit broj serija koje možemo sad lako zbrojiti.

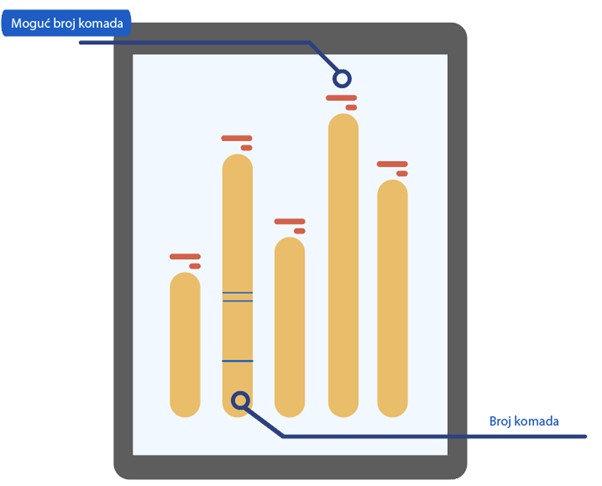
Komadni kapacitet
Premda se komadni kapacitet stroja uvijek može prebaciti u vrijeme, može biti olakšanje kod „glupih“ strojeva koji imaju samo jedan zadatak i samo mogu izvršiti X istih zadataka u smjeni.
Na taj način smo olakšali našim tehnolozima da ne moraju unositi vrijeme komada (koje je uvijek isto za takve strojeve), nego samo broj komada određuje kapacitet.
Jasno vam je kako odrediti i nominalne i efektivne komadne kapacitete.
Zaključak
Od ostalih stvari na koje je potrebno obratiti pozornost su planovi izostanka djelatnika (godišnji, blagdani…), planirani zastoji (preventivno održavanje) i bilo što što bi moglo utjecati na ukupnu proizvodnost strojeva.
Na kraju, poduzeće je bogatije za novi proces – upravljanje kapacitetima.









