



Područje primjene
Stentovi su elastične strukture izrađene od metala ili polimera, koji su obično cjevastog oblika. Oni se ugrađuju u ljudsko tijelo kako bi pružili potporu krvnim sudovima, cijevima za hranu i drugim organima.
Proces proizvodnje stenta
Stentovi se prave od sirovina u obliku listova, žice, trake ili cijevi. Žice i cijevi su najčešće korišteni materijali za proizvodnju proširenih i samoproširenih stentova.
Kada se stentovi proizvode od cijevi ili šipke, lasersko rezanje je uobičajena tehnologija za uklanjanje viška materijala i stvaranje željene fleksibilnosti. Žice se moraju spojiti što se obično radi sa laserskim zavarivačem. Posljednji korak je obrezivanje (odsjecanje) viška žice. Ovo rezanje ili odsjecanje žice može se obaviti ručno, ali se može automatizirati s laserom.
Amanda Weld Tech isporučuje sva tri laserska sistema: za rezanje, zavarivanje i sjeckanje.
Različite vrste stentova nastale pomoću laserskih proizvodnih procesa
Postoje različite vrste stentova. Stentovi o kojima se ovdje raspravlja su ezofagealni stentovi, vaskularni stentovi i bilijarni stentovi.
Slični koraci laserske obrade materijala koriste se i za niz uređaja napravljenih od medicinske metalne žice, poput koronarnih stentova, gastrointestinalnih stentova i uređaja za preusmjeravanje fekalija – cjevastih uređaja izrađenih od metala presvučenog silikonom koji je pravilno oblikovan za prolaz cijevi kroz kožu. Ovaj oblik podsjeća na bučicu: metalna mrežasta cijev koja povezuje dva proširena balona nalik gumi s manjim srednjim dijelom.

Ezofagealni stent je cijev smještena u jednjak (obično poznata kao cijev za hranu ili grlo) kako bi se blokirano područje držalo otvorenim, tako da pacijent može progutati meku hranu i tekućine. Stentovi jednjaka mogu biti samoproširivi metalni stentovi ili izrađeni od plastike ili silikona. Mogu se koristiti u liječenju karcinoma jednjaka.
Vaskularni stentovi se obično postavljaju kao dio angioplastike perifernih arterija (endiovaskularni postupak proširivanja suženih ili začepljenih arterija ili vena, obično u svrhu liječenja arterijske ateroskleroze). Uobičajna mjesta na koja se postavlja periferni stent su karotidne, ilijačne i femoralne arterije. Zbog vanjske kompresije i mehaničkih sila kojima su izložena ova mjesta, u većini stentova za periferno plasiranje upotrebljavaju se fleksibilni materijali poput nitinola (legure nikla i titana).
Charles Dotter i Melvin Judkins pioniri su najranijeg endovaskularnog stenta 1964. godine. Nakon 22 godine, 1986. godine, Jacques Puel je pacijentu prvi put ugradio koronarni stent. Prvi stent laserskim rezanjem (Palmaz – Schatz stent) za kliničku praksu odobrila je Europska agencija za hranu i lijekove (FDA) u Sjedinjenim Državama 1994. godine. U posljednjoj deceniji većina komercijalnih koronarnih stentova proizvodi se laserskim rezanjem cjevastih materijala.
Bilijarni stentovi omogućuju drenažu žuči iz žučne kese, gušterače i žučnih kanala u dvanaestopalačno crijevo u uvjetima poput uzlaznog holangitisa, koji je posljedica začepljenja žučnih kamenaca.
Obim tržišta za stentove
Postoji veliko i brzo rastuće tržište za stentove i sisteme za proizvodnju stentova. Stentovi poboljšavaju i produžavaju život ljudi, jer naprimjer, mogu spriječiti katastrofalne posljedice bolesti koronarnih arterija.
Da bismo dobili nekoliko primjera, u jednom nedavnom izvještaju časopisa „Journal of Nursing and Health Studies“ navodi se da će svaki četvrti muškarac i svaka šesta žena umrijeti od srčanog udara u Ujedinjenom Kraljevstvu. Američko kariološko udruženje izvjestilo je da bolesti koronarnih arterija godišnje usmrćuju oko 650 000 Amerikanaca. Godišnje se u svijetu ugradi više od 3 miliona stentova. U Sjedinjenim Državama svake se godine usađuje 600 000 stentova, a u Ujedinjenom Kraljevstvu posljednja brojka ukazuje na to da se godišnje ugradi oko 50 000 koronarnih stentova.
Svaki metalni stent košta oko 500 eura, dok stent sa kojim se izbegavaju lijekovi košta oko 2.000 eura. Kako se zahtjevi za koronarnim stentovima povećavaju svake godine, potreban je kvalitetniji, niži trošak i brži postupak proizvodnje laserskog rezanja stenta uz minimalni broj koraka naknadne obrade. Kao što možete dalje pročitati u ovom članku, nedavni događaji uveli su takve laserske procese i opremu za obradu.
Metode proizvodnje stentova
Metode za proizvodnju stentova uključuje mašine za elektroeroziju, pletenje, šivanje, zavarivanje, fotohemijsko nagrizanje i lasersko rezanje.

Otkako je FDA u Sjedinjenim Državama prije otprilike 25 godina odobrila prvi lasersko izrezani stent (Palmaz-Schatz stent) za kliničku praksu, laserska obrada postaje sve važnija kao proizvodni alat. Naprimjer, većina komercijalnih koronarnih stentova proizvodi se laserskim rezanjem cjevastih materijala.
Prednosti korištenja lasera u usporedbi s konvencionalnim metodama su sposobnost proizvodnje stentova s najvećom brzinom, preciznošću i kvalitetom kako bi se udovoljilo strogim zahtjevima za implantaciju u ljudsko tijelo.
Lasersko rezanje metalnih stentova
Metalni stentovi su proširive metalne rešetkaste konstrukcije. Standardni postupak za njihovu primjenu je korištenje specijaliziranog odjeljka za kateter i balonske vrhove za proširenje. Dostupne su i alternativne tehnologije koje koriste legure memorijskih efekata.

Stentovi se proizvode od tankoslojnih cijevi izrađenih od visokokvalitetnih metalnih legura poput nehrđajućeg čelika, legura kobalt-hroma ili legura s memorijskim efektima poput nitinola. Složenje strukture filigranskih mreža koje su preduvjet za poostizanje njihovih impresivnih omjera proširenja imaju preciznu lasersku tehniku rezanja.
Lasersko rezanje stenta brzo se razvilo u skladu sa zahtjevima industrije medicinskih uređaja. Moguće je laserski izrezati izuzetno složene oblike u cijevi vanjskog promjera od 1 do 25 mm sa zidovima tankim od 0,2 mm. Zajedno s trendom daljeg smanjenja dimenzija podupirača sa oko 110 µm na samo 60 do 85 µm, ovi zahtjevi zahtijevaju precizan sistem laserskog rezanja.
Vrste lasera koje se koriste za rezanje stenta
Vrste lasera koje se korite za rezanje stenta su sljedeće:
- Flash lamp-pumped Nd:YAG laser
- Vlaknasti laser
- Laserski diskovi
- Nanosekundni laser
- Pikosekundni laser
- Femtosekundni laser
Laseri s dužim impulsima imaju više vremena interakcije s dugim svjetlosnim snopom, što dovodi do veće toplinske zone na radnoj površini stenta. Kraće trajanje impulsa (femtosekundardni laser) dovodi do nepromjenjene ili minimalne toplinske zone, ali pri sporijoj brzini.
AMADA WELD TECH isporučuje sisteme laserskog rezanja za stentove sa vlaknastim i femtosekundnim laserima jer smo utvrdili da su to najsposobniji tipovi lasera za potrebe naših kupaca. Ostale četiri vrste lasera AMADA WELD TECH ne koristi iz nekoliko tehničkih razloga koji su izvan područja primjene ovog članka.
Prosječna snaga potrebna za primjene rezanja cijevi malih razmjera je u većini slučajeva relativno niska. Većina stentova od nehrđajućeg čelika obično se reže laserskim vlaknima snage 200 do 500 W, s višim nivoima snage koje su potrebne samo za nitinol. Femtosekundni laseri obično se kreću između 10 i 50 W prosječne snage.
Nivoi snage sami po sebi ne ukazuju mnogo, međutim, budući da kvalitet reza, brzina sistema za kretanje i toplotna opterećenja na stentu obično nalažu da je maksimalna snaga koja se može koristiti znatno niža od maksimalne raspoložive snage lasera.
Metode za proizvodnju stentova uključuje mašine za elektroeroziju, pletenje, šivanje, zavarivanje, fotohemijsko nagrizanje i lasersko rezanje.
Nd: YAG Laseri
Nd:YAF laser je čvrsti laser sa talasnom dužinom od 1,06 µm (blizu infracrvenog). Materijal je itrijum aluminijski granat (YAG: hemijska formula Y3Al5O12) dopiran neodimom (Nd3+ion).
Ovaj Nd: YAG laser može raditi u dva načina: kontinuirani val i impulsni režim. U impulsnom režimu trajanje impulsa može biti od milisekundi do mikrosekunde, sa visokim snagama (do desetine kilovata) i brzinom ponavljanja od nekoliko kiloherca. Nedavni razvoj Nd: YAG lasera sa Q-komutacijom i zaključanim modom omogućava da se dužina impulsa produži na nanosekundu i pikosekundu.
Nd:YAG laseri primarni su laserski izvor koji se koristi u mikroobradi (stent) na početku primjene. Laserska zraka može se prenositi i isporučiti putem optičkih vlakana, čime se povećava fleksibilnost procesa. Zbog kraćih talasnih dužina, Nd:YAG laseri koriste se za mašinsku obradu visoko reflektirajućih materijala (metalni materijali) koji su teški za obradu većim talasnim dužinama (poput onih koje stvaraju CO2 laseri).
Vlaknasti laser
Laser je izumio Elias Snitzer 1963. U okviru obrade laserskog materijala ovaj laser se smatra novom tehnologijom korištenja lasera u čvrstom stanju i u velikoj se mjeri koristi u mnogim industrijskim primjenama. Osnovna talasna dužina generisana laserskim vlaknima kreće se obično od 1.060 do 1.085 nm.
Ultrakratki impulsni laseri
Uvođenje ultrakratkih impulsnih lasera predstavljalo je otkriće u laserskoj industriji. Posebna tehnika pojačavanja omogućava da trajanje impulsa bude komprimirano na manje od pikosekunde. Na primjer, stegnuto pojačanje impulsa je tehnika kod koje se laserski impuls rasteže prije pojačanja. Rasponi dužine impulsa za ultrakratke impulsne lasere su unutar pikosekunde do femtosekunde (10–12 do 10–15 s).
Suho rezanje vs. mokrom rezanju
U svim postupcima laserskog rezanja, u stent se unosi određena količina toplote. U poređenju sa laserskim vlaknima, ultrabrzi laseri unose manje toplote zbog svojih kratkih impulsa i kratkog vremena interakcije s materijalom.
Otopina koju stvara laser može imati neželjene efekte: topljenje stenta, velike zone zahvaćene toplotom pored reza, ponovno taloženje vruće uklonjenog materijala koji se pričvrćuje za dio topljenjem u njemu, izbija s donje strane reza od očvršćavanja tekućeg materijala (koji se naziva i škart) i oštećenja pozadinskog zida. Rezanje se može izvršiti samo pomoću pomoćnog gasa. Ovo se naziva „suho rezanje“.
Za poboljšanje gore navedenih štetnih efekata, može se koristiti voda. Ovaj proces se naziva „mokro rezanje“. Koristeći mokro rezanje, primjetne su drastične razlike: uža širina ruba (Kerf se definira kao širina materijala koji se uklanja reznim postupkom), manja hrapavost površine, manja oštećenja površine, odsustvo oštećenja stažnje stijenke i manje površina pogođenih toplotom.

Materijali koji se koriste za medicinske stentove
Stentovi se obično izrađuju od biokompatibilnih materijala kao što su nehrđajući čelik 316L, nehrđajući čelik 316LVM, nitinol, kobalt-hrom, titan, legure tantala i legura platine-iridijuma.
Najčešće korišten materijal za samoproširive stentove je nitinol. Samoproširivi stenti su korisni jer uzrokuju manje oštećenja posude zbog niskog pritiska dok je stent proširen. Štaviše, samoproširivi stentovi su korisni za složene lezije, jer se mogu sigurno ugraditi bez upotrebe balona.
Polimerni stentovi
Polimerne stentove je teže rezati laserom sa dugim impulsom. To je zbog niske tačke topljenja polimernog materijala, što dodatno otežava kontrolu toplotnih oštećenja.

Sposobnost ultrakratkih impulsnih lasera, koji se mogu spojiti na kraće talasne dužine (vidljive, UV), igra važnu ulogu u proizvodnji ovih polimernih stent materijala. Ultrakratka impulsna laserska obrada može se koristiti za rezanje različitih vrsta materijala uz minimalna mehanička i termička oštećenja. Ova nova tehnika mašinske obrade trenutno je u fazi ispitivanja, a njen potencijal za stvaranje novih vrsta stentova tek počinje.
AMADA WELD TECH nudi nekoliko lasera, uključujući udvostručene i utrostručene lasere, u sistemskim rješenjima.
Mehanika i termodinamika procesa rezanja
U slučaju ultrakratkog laserskog impulsa (piko i femto vremensko područje), postupkom uklanjanja materijala dominira isparavanje materijala, ovo se razlikuje od duljeg impulsnog i kontinuiranog laserskog rezanja, koje uključuje znatno topljenje i uklanjanje otopine mlazom gasa.
Ultrakratki proces laserskog rezanja pulsa uključuje brzo energetsko taloženje materijala, što uzrokuje povećanje temperature u stanje isparavanja. U kratkom vremenu intrakcije jedne impulsne emisije, koja može biti manja od 6 ps, stvara se energija impulsa do 50 µj. Ta količina energije, koja se emituje u kratkom vremenskom periodu, rezultira visokim razinama snage. U ovom kratkom vremenu interackije samo materijal koji je direktno zagrijan djeluje pomoću svojih elektrona. Kad se laser zaustavi, rešetka materijala doživljava utjecaj pregrijanih elektrona. To omogućava visoku preciznost i minimalan utjecaj topline unutar materijala. Količina rastopljenog materijala je zanemariva. To pokazuje količina ostataka/prskanja koja su se prilijeplila za zid. Nema tragova rastopljenog materijala.
Izuzetan postupak rezanja, kojim se postiže čisti pozadinski zid bez prljavštine, vrlo je važan u mikrorezanju za medicinske implantate, jer su zahtjevi za kvalitetom strogi. Rez bez ostataka i čisti pozadinski zid bez prskanja podrazumijevaju da se tokom obrade ultrakratkim impulsnim laserima javlja minimalna difuzija topline s brzim očvršćavanjem.
Lasersko zavarivanje kardiovaskularnih/vaskularnih stentova
Stentovi se mogu proizvesti tkanjem ili pletenjem tankih metalnih žica. To se obično radi na metalnoj čeljusti koja se naziva osovina.
Za žice se može koristiti nekoliko materijala: uobičajni su nitinol i platinirani nitinol. Prečnici žica kreću se od 4 do 12 hiljada, ili u metričkom smilsu od 400 do 1200 mikrona. Ova vrsta stenta se naziva „spiralna konfiguracija metalnih stentova“ za razliku od prethodno navedenog „laserskog reza“.
Za spajanje žica potrebni su varovi. Ovisno o geometriji stenta, na svakom metalnom žičanom stentu prisutno je 10 do 100 pojedinačnih varova, a svi zavareni spojevi moraju biti savršenog kvaliteta. Žice se drže u položaju s osovinom. Pozicioniranje se može izvršiti ručno za prototipe i male serije. No, prinos proizvoda od samo 80% i vrijeme proizvodnje od nekoliko sati po stentu čine ovo neprikladnim za veliku količinu proizvodnje.
Za masovnu proizvodnju stenta koristi se automatski sistem vida zasnovan na kameri za pozicioniranje stenta u odnosu na ciljno područje laserske tačke. Laserska tačka postavljena je tačno na sredini kanala između dvije susjedne žice. Sa žicama od 100 mikrona, ukupna dozvoljena greška je veličine 5 mikrona. To uključuje tačnost pozicioniranja, ali i tačnost sletanja tačke laserskog zavarivanja svaki put na željeno mjesto. Tačnost laserskog usmjeravanja i tačnost laserske optike doprinose željenoj tačnosti.
Tokom nekoliko generacija laserskih sistema za zavarivanje, AMADA WELD TECH je zajedno sa svojim kupcima razvila ovu tehnologiju. Pomoću automatiziranih sistema mogu se postići prinosi od 95% i više i brzina proizvodnje manja od dvije minute – sve ovisi o dizajnu proizvoda, naravno.

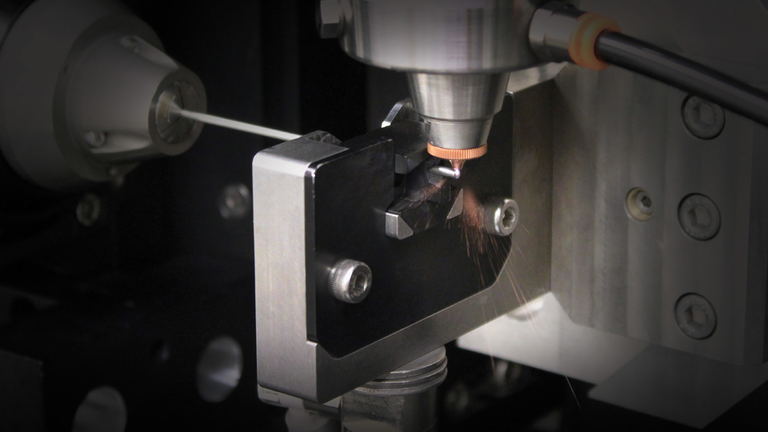
Lasersko rezanje viška žice stenta za kardiovaskularne/vaskularne stentove
Nakon laserskog zavarivanja metalnih žica, višak žice treba ukloniti. U analogiji s prethodnim postupkom za prototipe i male serije (manje od 10 000 dijelova godišnje), ručno obrezivanje rezačima s tvrdom žicom ili pincetom za rezanje prikladna je tradicionalna tehnologija. Ovi alati mogu imati površine za rezanje od volframovog karbida. Za veće serije priprema kardiovaskularnih stentova, lasersko izrezivanje (rezanje) je pouzdana, sljediva, jeftina, ponovljiva i brza tehnologija.
AMADA WELD TECH pruža sistem za lasersko rezanje viška žice. Sistem je izgrađen na istoj „Jupiter“ osnovi kao i sistem za zavarivanje AMADA WELD TECH. Za čitatelja koji nije navikao na asortiman proizvoda AMADA WELD TECH, „Jupiterova serija“ je modularna platforma proizvodnog sistema za procese koje podržavamo. Oba sistema manipulišu žičanim stentovima i postavljaju ih na mjesto u odnosu na laserski zrak. Laser i optika se, naravno, razlikuju između laserskog zavarivanja i laserskog sistema za rezanje. Za sistem laserskog rezanja, ovisno o primjeni, nano-, piko- ili femtosekundni laser presijeca žicu. Odgovarajući laser i optika konfigurirani su za potrebe kupčeve proizvodnje.
Sažetak
Laserska obrada materijala, lasersko rezanje, lasersko zavarivanje i lasersko izrezivanje stiču tržišni udio kao odabrani proizvodni procesi za proizvodnju medicinskih stentova. Sistemi proizvodnje za ova tri procesa imaju mnogo toga zajedničkog.
Članak „Medical Stents: Behind the Manufacturing Process“ autora David Van de Wall-a preveden je sa New Equipment Digest.









